If Achates Power, based in San Diego, is ahead of its time now, it was completely revolutionary when it was founded in 2004 by Dr. James U. Lemke, former physics professor and founder of Spin Physics Inc.
The company designs “green” internal combustion engines for passenger and commercial vehicles, and for military, marine and stationary use. Achates Power’s success in designing high-efficiency, low-cost engines has resulted in working relationships with nearly every passenger and commercial vehicle original equipment manufacturer (OEM) in the industry. The engines meet emissions standards such as EPA 2010, Euro 6, and Tier3/LEV3. In addition to various industry awards, Achates Power was recently awarded $9 million in funds from the U.S. Department of Energy’s ARPA-E program to create its new gasoline compression ignition, opposed-piston engine.

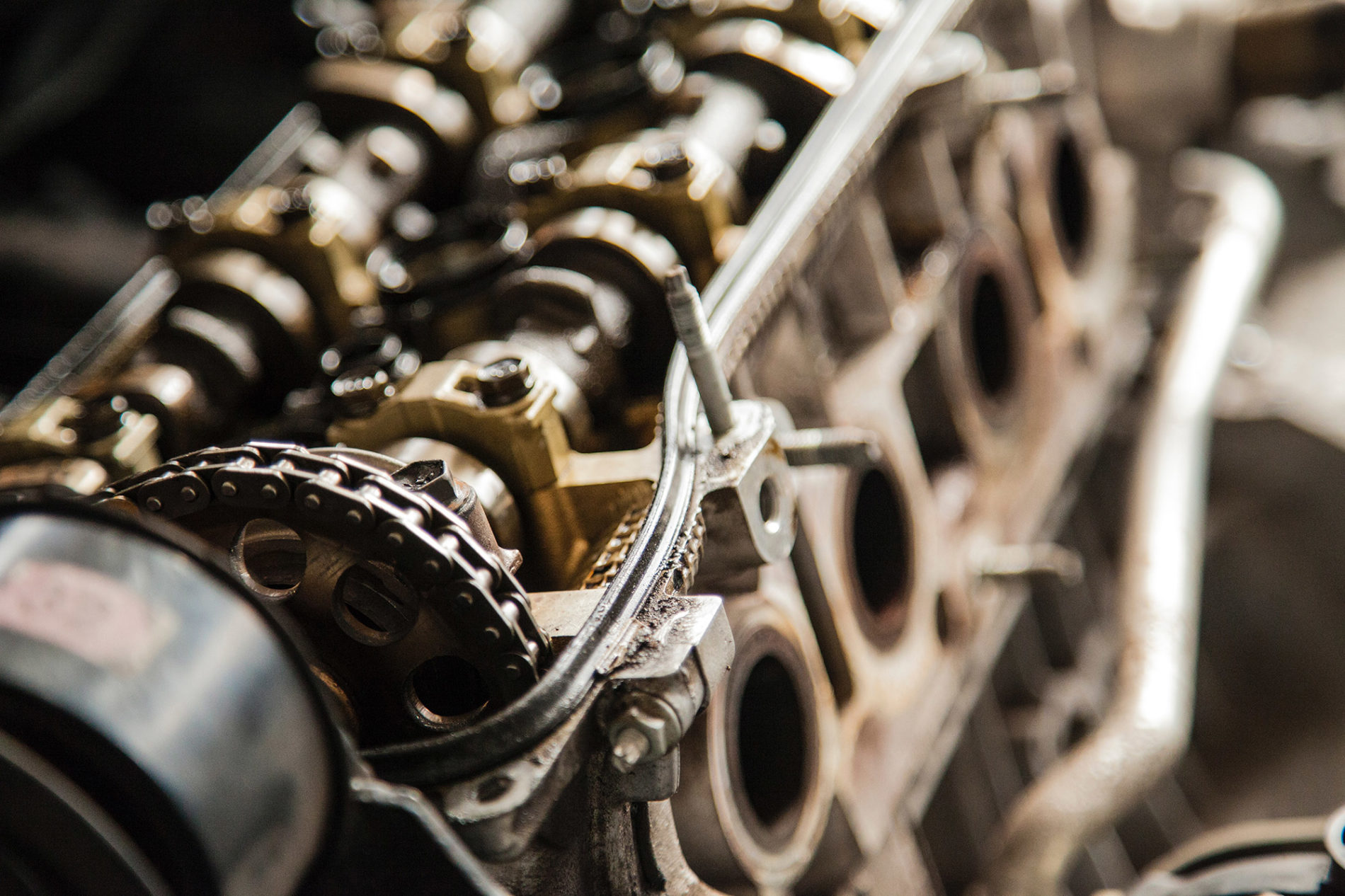
Manny Rodriguez works on a prototype of the 2.7-liter gas engine that boasts 37 mpg, 270 hp, and 480 lbf-ft of torque. The opposed-piston design means that no cylinder head is necessary, reducing heat loss and increasing efficiency. (All photos provided by CNC Software Inc.)
The innovative compression ignition engine design is a result of a partnership with Argonne National Laboratory and Delphi Technologies. The 2.7-liter gasoline engine will be used in full-sized pickup trucks and boasts 37 mpg, 270 hp and 480 lbf-ft of torque. The opposed-piston design means that no cylinder head is necessary, reducing heat loss and increasing efficiency. Most impressive, though, is the engine will cost $1,000 less than a comparable engine. The next phase of production is getting the engine out on the road. “By the end of 2019, we’ll have thousands of test hours and miles on that engine,” said Sergio Ramirez, shop manager at Achates Power.
The company focuses its resources on design and prototype creation rather than manufacturing finished parts. Licenses to manufacture are sold to engine manufacturers after prototypes are perfected and tested. For the most part, the only prototype components that are machined in-house are pistons, the pistons’ internal pieces (i.e., any components that go within the piston for telemetry issues or diagnostic wiring harness brackets), and the cylinder liners along which the pistons ride. “Anything to do with the combustion of the engine is what we try to keep in-house because those are the intellectual property components,” said Ramirez.
Much of the prototyping process involves producing a few pieces to evaluate before making minor design changes. According to Ramirez, production pistons will be produced as two-piece welded forgings or castings. Forging or casting prototypes are cost-prohibitive due to the material used; the material used in rapid prototyping won’t stand up to the heating and welding processes, so Ramirez machines them using 4140 and 4340 steel billet.
Additionally, machining undercuts and cavities in pistons is more difficult than casting them. One of the difficulties is the different thermal properties associated with casting materials and billet. According to Ramirez, once the two pieces were welded, it was difficult to reach the underside of the crown of a piston to cut the cavities, even with the use of five-axis machines and lollipop endmill tools. Ramirez turned to San Diego CAD/CAM technical support specialist Trevor Bailey, who showed him how Mastercam CAD/CAM software from CNC Software Inc., Tolland, Conn., could help solve his problem.

The machine shop team (left to right): Cliff Williams, CNC programmer; Sergio Ramirez, machine shop manager; Michael Oviedo, machinist; Isain Monge, CNC programmer; and Bradley Keith, CNC programmer (not pictured).
The solution was to machine all the different undercuts needed in the pre-welded crown portion of the piston. Using the software’s five-axis toolpaths—including Multiaxis Flowline, Swarf Milling and Rotary toolpaths—the crown could be machined in a shorter-reach setup.
Once the crown was welded to the bottom portion of the piston, all the internal cavities and undercuts for the part needed to be machined. Ramirez relied heavily on the software’s Port Expert add-on, which uses collision checks along the tools and the cutting surfaces. The add-on, initially made to CNC program engine cylinder head porting toolpaths, has other uses.
“Port Expert allows us to tilt more in a tangent-cutting toolpath along the surface. We have more vectoring control of the tool and are able to utilize the optimum cutting flute surfaces on the lollipop endmills,” said Ramirez. When he or another programmer has questions, they can turn to Bailey for support. “He gives me insight on what else this Port Expert add-on can do for us. Not just making cylinder ports, but also using it for pockets and for all kinds of different shapes and surfaces.”
Machining this assembly had been the company’s biggest challenge because of the deep cavities and radii in the corners. “Small cutting tools just don’t like it,” said Ramirez. “And, any time you weld two pieces together, there is the possibility of a failure mode. You don’t want the piston to break apart during machining, let alone in an engine. But we’ve surpassed it and we haven’t had any failures. That was probably the biggest climb we had to take—to try to mimic the performance of a production-ready steel piston using billet.”
The pistons were machined on two five-axis mills, one with a trunnion table for machining smaller parts. The newest machine, a Haas UMC-750P custom-modified mill (Ramirez was involved in its design changes) with 30 x 20 x 20″ (762 x 508 x 508 mm) of travel, has a rotary-on-trunnion design where the rotating platter is replaced by a fixed table on which is mounted a separate rotary table with A-frame support. The machine’s design provided Achates Power with the travel and the axis combinations it needed. Because the piston assembly was machined in two parts, tool length was shortened and tool deflection was reduced for better rigidity, which produced better finishes. The machine’s modified layout allows 360º of rotation along cylinder liner designs to machine the intake and exhaust ports as well, adding to the machine’s versatility. Bailey was instrumental in making the post processor unique to this machine.
For three- and four-axis roughing toolpaths, Ramirez turns to Dynamic Motion technology, or Dynamic Milling. This Mastercam technology uses proprietary algorithms programmed into the software to keep the tool constantly engaged with the material, allowing it to cut intricate geometries at higher speeds. “It simplifies roughing, facing and contouring,” Ramirez said. “Just pick an area, a couple mouse clicks and you have a program.”
The software provides Ramirez with many options for setting parameters, programming different stepovers, and specifying different depths of cut as needed. “There are lead-in, lead-out cuts and different roughing parameters that the software allows you to use,” said Ramirez. “We’ve used trochoidal toolpaths where it’s more of a peeling toolpath vs. just a straight cut, and we can see the amount of tool and material burial on the screen. The parameters give us tons of control and help us achieve the surface finishes we are looking for.”
After the pistons are machined in-house, they are sent out for wire EDMing of the wrist pin bore. The pistons are further machined with desired combustion bowl geometry, piston profiles, and ring grooves. They get final coatings and are ready to install in an engine and head over to one of Achates Power’s three engine test cells.
The cylinder liner is also a two-piece design that starts with a cast iron cylinder machined with all the cooling features; a 4140-steel sleeve is then pressed over it. The cooling features are proprietary, but contain a combination of hundreds of pegs and grooves, each with different angles and geometric planes. Ramirez enlisted Bailey to help in machining these.
Bailey suggested a few combination toolpaths for roughing the pegs and grooves. He started with a flowline to rough in between the pegs while rotating the fourth axis rotary. He continued with a multiaxis/roughing toolpath. For finishing, a multiaxis morph/curved toolpath worked best. Ultimately, there were many toolpaths and additional geometry that had to be created, as well as transformed, translated, rotated and mirrored.
“Mastercam provides a really good way of seeing your parent stock or the stuff that you’re cutting, so we are able to follow the process of a piston or liner or other parts because we have updated models for each step of the process, and that has been really helpful for us when programming,” said Ramirez.
The software’s Verify feature allows Achates Power to program offline when a machine is cutting another part or the machinists are tending to another job, because all toolpaths and cutting strate-gies have been simulated and proven out within the software to ensure that the tool will not hit something it shouldn’t while running at high speeds. Programmed jobs can be immediately run on the machines after they finish previous jobs, minimizing downtime.
The 2.7-liter, opposed-piston engine began in-vehicle testing in late 2018. When engine development and testing is complete, manufacturing will be done by an engine OEM in its facilities. “We prove it out by producing a handful of engines, doing all the test hours that the customer would like,” Ramirez explained. “The customer will then be responsible for manufacturing engines for their products.”
Originally posted on SME Media (February 5, 2019) (View Original Article)